Se la superficie è troppo liscia, non manterrà adeguatamente la lubrificazione e causerà un’usura eccessiva delle guarnizioni a causa del calore dovuto all’attrito. Se la superficie è troppo ruvida, può verificarsi un guasto prematuro della tenuta a causa della rugosità della superficie, causando quindi piccoli tagli o rigature nel labbro di tenuta. Una corretta finitura superficiale è fondamentale per garantire le massime prestazioni di tenuta e la durata dell’applicazione.
La staticità del sistema e la superficie dell’alloggiamento hanno anche un’influenza significativa sul funzionamento e sulla durata di una tenuta. Sebbene i requisiti di finitura superficiale non siano così severi, è fondamentale garantire che i consigli sulla finitura siano soddisfatti per massimizzare le prestazioni e la durata della tenuta.
Finiture superficiali per applicazioni dinamiche
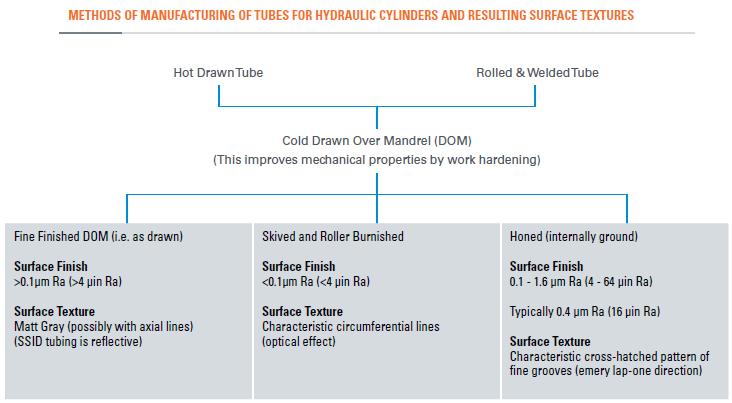
Gli steli dei pistoni sono generalmente cromati. L’obiettivo di durezza dovrebbe essere almeno 67 Rockwell C (900 HV / 10). Ciò fornisce un’eccellente superficie tribologica e, a condizione che le aste siano prodotte entro un intervallo di finitura superficiale compreso tra 0,1 e 0,3 μm Ra (4-12 μin Ra), non dovrebbero derivarne grossi problemi. La finitura superficiale ottimale può dipendere anche dal materiale di tenuta. Le finiture della superficie del foro possono essere più problematiche. I metodi tipici per ottenere la finitura del foro sono riassunti nella figura seguente:
- I tubi Drawn Over Mandrel (DOM) così come prodotti, possono essere adeguati o inadeguati a seconda della struttura superficiale effettiva ottenuta.
- Speciale diametro interno liscio (SSID) DOM: con l’avvento di processi di produzione migliorati, i tubi SSID sono più comuni quest’oggi. In alcune circostanze, tuttavia, le finiture SSID, proprio come il relativo tubo DOM con finitura più ruvida, possono portare la tenuta ad una usura prematura a causa dell’erosione da passagggio. Se si dovesse utilizzare il tubo SSID, si raccomandano specifici controlli di qualità regolari.
- Generalmente, è preferibile un tubo levigato e lucidato a rullo o levigato.
- Il tubo levigato e lucidato a rullo è molto liscio (meno di 0,1 μm Ra) (4 μin Ra). Gli elementi di tenuta in gomma sono più suscettibili ai danni a causa delle superfici più lisce.
- Il tubo levigato (prodotto tra 0,1 e 0,4 μm Ra) (4-16 μin Ra) è potenzialmente il più costoso, ma ha la migliore finitura ed è noto per essere il più funzionale per l’accoppiamento degli elementi di tenuta.
Finitura superficie statica
La finitura statica della superficie di tenuta non deve essere ignorata nel controllo delle perdite. Generalmente, questa deve essere rifinita.
e dovrebbe essere esente da segni di vibrazione.
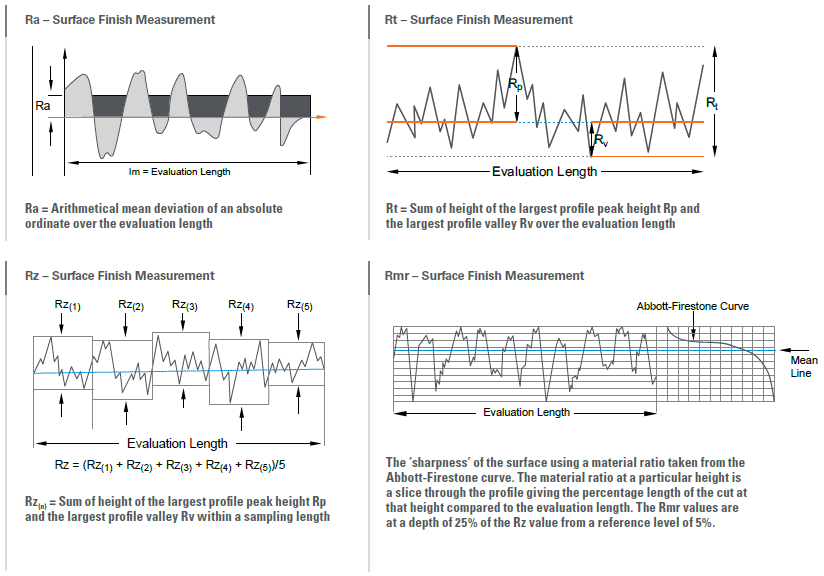
Misurazione critica della rugusità di superficie per fare tenuta
Molti parametri possono essere utilizzati per definire le finiture superficiali e sono spiegati in ISO 4287 e ISO 4288.
I più cumuni per l’ industria del Fluid Power includono:
Tipologia di profilo
Raccomandazione della finitura di superficie – Materiali PTFE
| Metric | Inch | Rmr* | |||||
|---|---|---|---|---|---|---|---|
| Surface Roughness | µmRa | µmRz | µmRt | µinRa | µinRz | µinRt | |
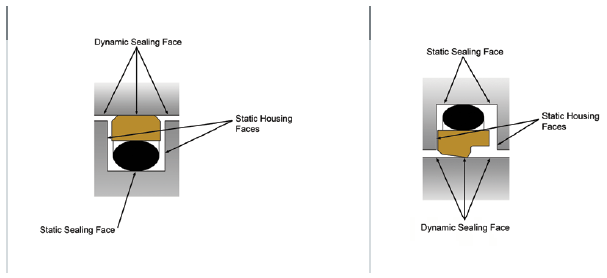
| Dynamic Sealing Ød1 | 0.05 – 0.2 | 1.6 max | 2 max | 2 – 8 | 63 max | 157 max | 50-80% |
| Static Sealing Face ØD1 | 1.6 max | 6.3 max | 10 max | 63 max | 250 max | 394 max | |
| Static Housing Faces L1 | 3.2 max | 10 max | 16 max | 125 max | 394 max | 630 max | |
Rmr è misurato a una profondità del 25% del valore Rz basato su un livello di riferimento ( livello zero) al 5% di materiale / area di appoggio.
Surface finish recommendations – TPU, TPE, & rubber materials
| Metric | Inch | Rmr* | |||||
|---|---|---|---|---|---|---|---|
| Surface Roughness | µmRa | µmRz | µmRt | µinRa | µinRz | µinRt | |
| Dynamic Sealing Ød1 | 0.1 – 0.4 | 1.6 max | 4 max | 4 – 16 | 63 max | 157 max | 50-80% |
| Static Sealing Face ØD1 | 1.6 max | 6.3 max | 10 max | 63 max | 250 max | 394 max | |
| Static Housing Faces L1 | 3.2 max | 10 max | 16 max | 125 max | 394 max | 630 max | |
Rmr è misurato a una profondità del 25% del valore Rz basato su un livello di riferimento ( livello zero) al 5% di materiale / area di appoggio.