Voir schéma 1 ci-dessous
Définitions
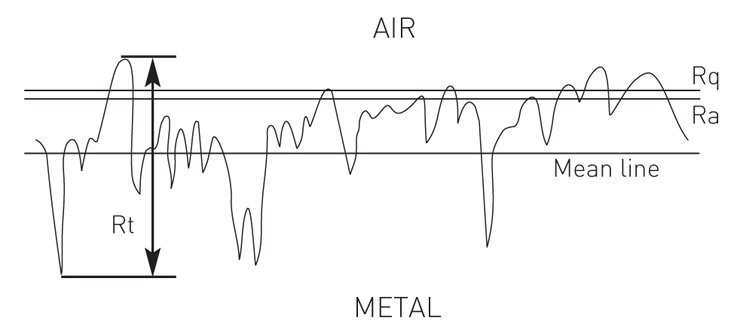
Beaucoup de paramètres peuvent être utilisés pour décrire l’état de surface. Voir ISO 4287 et ISO 4288. Les plus communs dans l’industrie hydraulique sont:
Le Ra est l’écart moyen arithmétique du profil. L’équivalent en pouce est CLA (centre line average). Un état de surface de 0.4 mm Ra est l’équivalent exact de 16 uin CLA.
Rt, l’amplitude totale du profil. Il n’y a pas de rapport mathématique entre Ra et Rt.
Rq est défini en tant que la moyenne au carré du profil. L’équivalent en pouce est RMS (Root Mean Square). Le Rq d’une surface est environ 10% plus grand que la valeur Ra (CLA).
Les paramètres de l’état de surface ci-dessus ne donnent pas une indication du tranchant de la surface. Les pics du profil doivent être bien arrondis car une surface mal polie peut user le joint très rapidement.
état de surface, applications dynamiques
En général, les tiges sont chromées. La dureté doit être au moins de 67 Rockwell C (900 HV/10). Cela donne une excellente surface de glissement sans problèmes particuliers, sachant que les tiges produites par les fafriquants reconnus ont un état de surface de 0.1 a 0.3 mm Ra (4-12 min CLA). L’état de surface optimum peut varier en fonction de la matière du joint.
L’état de surface du tube peut être plus problèmatique : les méthodes typiques d’obtention de la finition d’un tube sont décrites dans la figure ci-après.Un tube étiré à froid (DOM) peut être bon mais également un désastre potentiel en fonction de l’aspect obtenu et de l’application. L’utilisation plus fréquente est faite avec un tube étiré à froid à surface ultra lisse (SSID)DOM.Mais dans certains cas, lorsque le joint est sous pression cela peut provoquer une usure du joint par érosion.Les tubes étirés à froid (DOM) requièrent généralement une spécification très précise.Les tubes galetés ou rodés sont à préférer.Les tubes galetés sont souvent très lisses, moins de 0.1 mm Ra (4 min CLA), mais peuvent être trop lisses pour les joints élastomères dans certaines applications.Les tubes polis réalisés par rodage de (0.1 and 0.4 mm Ra) (4-16 min CLA) sont les plus chers mais ont la meilleure finition.
Etat de surface statique
Les surfaces d’étanchiété statique ne doivent pas être négligées dans le contrôle de fuite. En général, elles sont usinées finement sans marque ou arête.