If the surface is too smooth, it will not properly retain lubrication and will cause excessive seal wear due to frictional heat. If the surface is too coarse, premature seal failure may occur due to the roughness of the surface, hence causing small cuts or scores in the sealing lip. Proper surface finish is critical in assuring maximum seal performance and life within a given application.
The static sealing and housing surface also has a significant influence on the operation and service life of a seal. Though the surface finish requirements are not as severe, it is critical to ensure surface finish recommendations are met to maximise seal performance and life.
Dynamic surface finishes
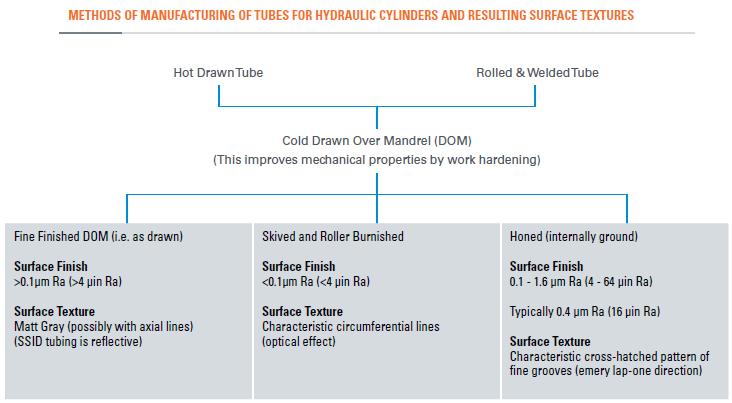
Piston rods are generally hard chrome plated. The hardness target should be at least 67 Rockwell C (900 HV/10). This gives an excellent tribological surface, and provided the rods are produced by an established supplier within a surface finish range of 0.1 to 0.3 μm Ra (4-12 μin Ra), no major problem should ensue. The optimum surface finish may also depend on the seal material. Bore surface finishes can be more problematic. The typical methods of achieving bore finishes are summarized in the figure below and bulleted details:
- Drawn Over Mandrel (DOM) tubing as produced, can be either adequate or inadequate depending on the actual surface texture achieved and the application.
- Special Smooth Inside Diameter (SSID) DOM: With the advent of improved manufacturing processes, SSID tubing is more commonplace than it was years ago. In certain circumstances however, SSID finishes, just like its rougher finish relative DOM tube, can lead to premature wear of the seal through flow erosion. Careful specification and regular quality inspections are recommended if SSID tube is to be used.
- Optimally, skived & roller burnished or honed tube is preferred.
- Skived & roller burnished tubing is very smooth (less than 0.1μm Ra) (4 μin Ra). Rubber sealing elements are more susceptible to damage due to the smoother surfaces.
- Honed tube (produced between 0.1 and 0.4 μm Ra) (4-16 μin Ra) is potentially the most expensive, but has the best finish and is known to be the friendliest to mating sealing elements.
Static surface finishes
The static sealing surface finish must not be ignored in the control of leakage. Generally, these are fine turned
and should be free from chatter marks.
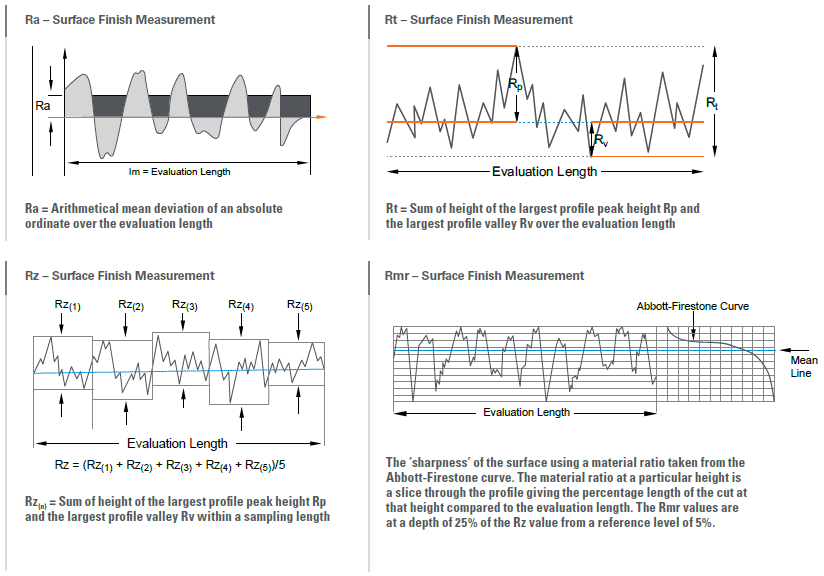
Critical surface finish measurements for sealing
Many parameters can be used to define surface finishes, which are explained in ISO 4287 and ISO 4288.
The most commonly used in the fluid power industry include:
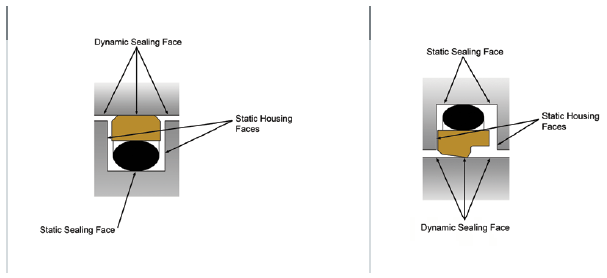
Sealing face profiles
Surface finish recommendations – PTFE materials
| Metric | Inch | Rmr* | |||||
|---|---|---|---|---|---|---|---|
| Surface Roughness | µmRa | µmRz | µmRt | µinRa | µinRz | µinRt | |
| Dynamic Sealing Ød1 | 0.05 – 0.2 | 1.6 max | 2 max | 2 – 8 | 63 max | 157 max | 50-80% |
| Static Sealing Face ØD1 | 1.6 max | 6.3 max | 10 max | 63 max | 250 max | 394 max | |
| Static Housing Faces L1 | 3.2 max | 10 max | 16 max | 125 max | 394 max | 630 max | |
Rmr is measure at a depth of 25% of the Rz value based upon a ference level (zero line) at 5% material/bearing area.
Surface finish recommendations – TPU, TPE, & rubber materials
| Metric | Inch | Rmr* | |||||
|---|---|---|---|---|---|---|---|
| Surface Roughness | µmRa | µmRz | µmRt | µinRa | µinRz | µinRt | |
| Dynamic Sealing Ød1 | 0.1 – 0.4 | 1.6 max | 4 max | 4 – 16 | 63 max | 157 max | 50-80% |
| Static Sealing Face ØD1 | 1.6 max | 6.3 max | 10 max | 63 max | 250 max | 394 max | |
| Static Housing Faces L1 | 3.2 max | 10 max | 16 max | 125 max | 394 max | 630 max | |
Rmr is measure at a depth of 25% of the Rz value based upon a ference level (zero line) at 5% material/bearing area.