Se a superfície for muito lisa, ela não reterá a lubrificação adequadamente e causará desgaste excessivo da vedação devido ao calor do atrito. Se a superfície for muito irregular, pode ocorrer falha prematura da vedação devido à aspereza da superfície, causando pequenos cortes ou ranhuras no lábio de vedação. O acabamento superficial adequado é fundamental para garantir o máximo desempenho e vida útil da vedação em uma determinada aplicação.
A vedação estática e a superfície do alojamento também têm uma influência significativa na operação e na vida útil de uma vedação. Embora os requisitos do acabamento da superfície não sejam tão severos, é fundamental garantir que as recomendações do acabamento da superfície sejam garantidas para maximizar o desempenho e a vida útil da vedação.
Acabamentos de superfície dinâmicos
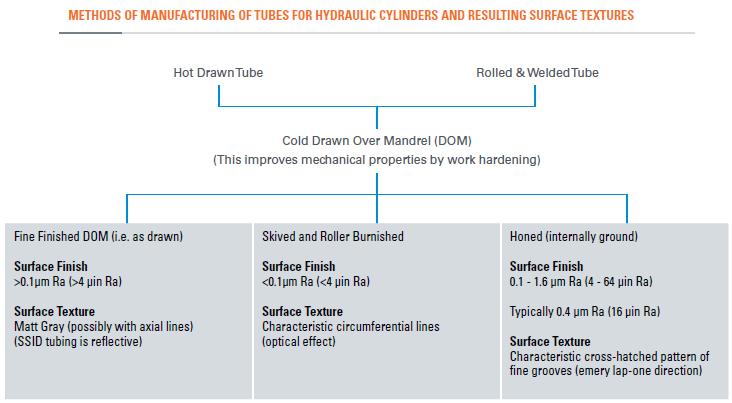
Os conjuntos haste-êmbolo são geralmente cromados. O ideal é que a dureza seja de pelo menos 67 Rockwell C (900 HV / 10). Isso dá uma excelente superfície tribológica e, desde que as hastes sejam produzidas por um fornecedor estabelecida em uma faixa de acabamento de superfície de 0,1 a 0,3 μm Ra (4-12 μin Ra), nenhum problema maior deve surgir. O acabamento superficial ideal também pode depender do material de vedação. Os acabamentos da superfície da camisa podem ser mais problemáticos. Os métodos típicos de obtenção de acabamentos da camisa essão resumidos na figura abaixo, com seus respectivos detalhes:
- O tubo formado sobre o mandril (DOM) pode ser adequado ou inadequado, dependendo da textura final da superfície e da aplicação.
- DOM com diâmetro interno liso especial (SSID): Com o advento dos processos de fabricação aprimorados, a tubulação SSID está se tornando cada vez mais comum. Em certas circunstâncias, no entanto, o acabamento SSID, assim como seu acabamento mais áspero relativo ao tubo DOM, pode levar ao desgaste prematuro da vedação por meio da erosão do fluxo. Especificação cuidadosa e inspeções regulares de qualidade são recomendadas se o tubo SSID for usado.
- Idealmente, é preferível utilizar-se um tubo polido ou brunido.
- A tubulação polida com rolo e brunida é muito lisa (menos de 0,1 μm Ra) (4 μin Ra). Os elementos de vedação de borracha são mais suscetíveis a danos devido às superfícies mais lisas.
- Tubo polido (produzido entre 0,1 e 0,4 μm Ra) (4-16 μin Ra) tende a custar mais caro, mas dá o melhor acabamento e é conhecido por ser o mais adequado para os elementos de vedação.
Acabamentos de superfície estáticos
O acabamento da superfície da vedação estática não deve ser ignorado pelo impacto quanto ao controle do vazamento. Geralmente, acabamento fino em torno é suficiente e deve estar livre de marcas provenientes de vibração.
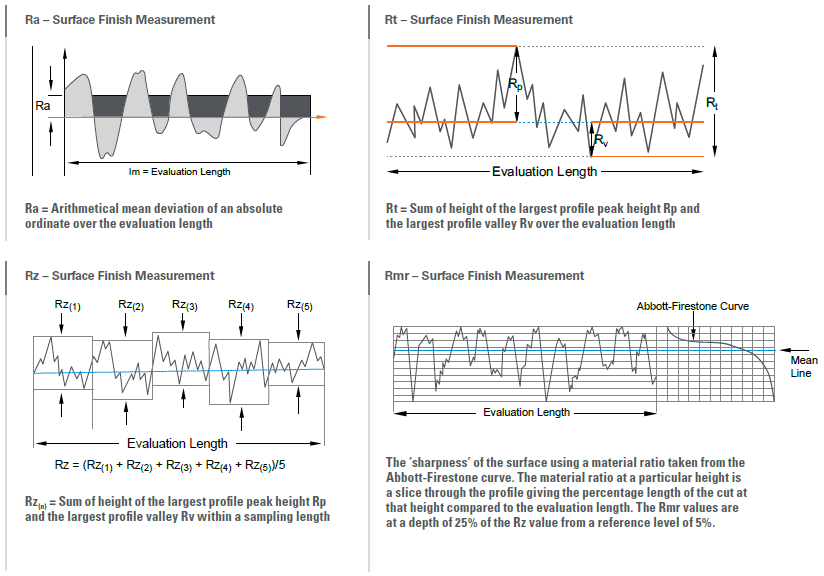
Medições críticas do acabamento da superfície para vedação
Muitos parâmetros podem ser usados para definir os acabamentos da superfície, que são explicados na ISO 4287 e na ISO 4288.
Os mais comumente usados na indústria de fluid power incluem:
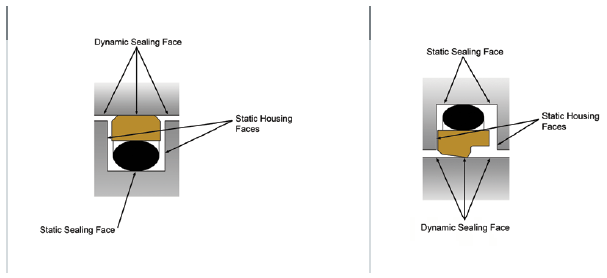
Perfis de vedação de face
Recomendações de acabamento da superfície – materiais a base de PTFE
| Metric | Inch | Rmr* | |||||
|---|---|---|---|---|---|---|---|
| Surface Roughness | µmRa | µmRz | µmRt | µinRa | µinRz | µinRt | |
| Dynamic Sealing Ød1 | 0.05 – 0.2 | 1.6 max | 2 max | 2 – 8 | 63 max | 157 max | 50-80% |
| Static Sealing Face ØD1 | 1.6 max | 6.3 max | 10 max | 63 max | 250 max | 394 max | |
| Static Housing Faces L1 | 3.2 max | 10 max | 16 max | 125 max | 394 max | 630 max | |
Rmr é medido a uma profundidade de 25% do valor Rz com base em um nível de referência (linha zero) a 5% de profundidade da superfície do material / área do guia.
Recomendações do acabamento da superfície – TPU, TPE e materiais de borracha
| Metric | Inch | Rmr* | |||||
|---|---|---|---|---|---|---|---|
| Surface Roughness | µmRa | µmRz | µmRt | µinRa | µinRz | µinRt | |
| Dynamic Sealing Ød1 | 0.1 – 0.4 | 1.6 max | 4 max | 4 – 16 | 63 max | 157 max | 50-80% |
| Static Sealing Face ØD1 | 1.6 max | 6.3 max | 10 max | 63 max | 250 max | 394 max | |
| Static Housing Faces L1 | 3.2 max | 10 max | 16 max | 125 max | 394 max | 630 max | |
Rmr é medido a uma profundidade de 25% do valor Rz com base em um nível de referência (linha zero) a 5% de profundidade da superfície do material / área do guia.